SMAW (Shielded Metal Arc Welding )
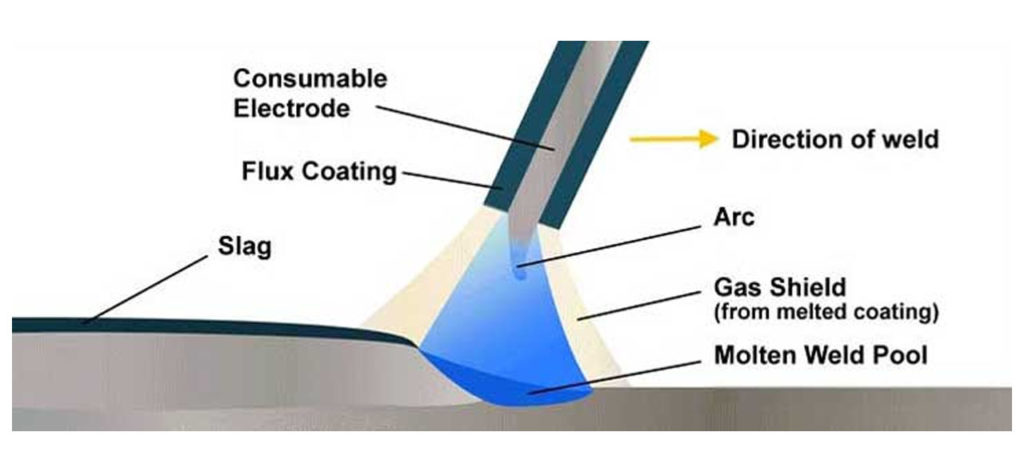
SMAW adalah salah satu jenis pengelasan yang menggunakan loncatan electron ( busur listrik ) sebagai sumber panas untuk pencairan logam. Suhu busur dapat mencapai 3300 º C , jauh diatas titik lebur baja , sehingga dapat mencairkan baja secara serta merta/cepat ( instant ).
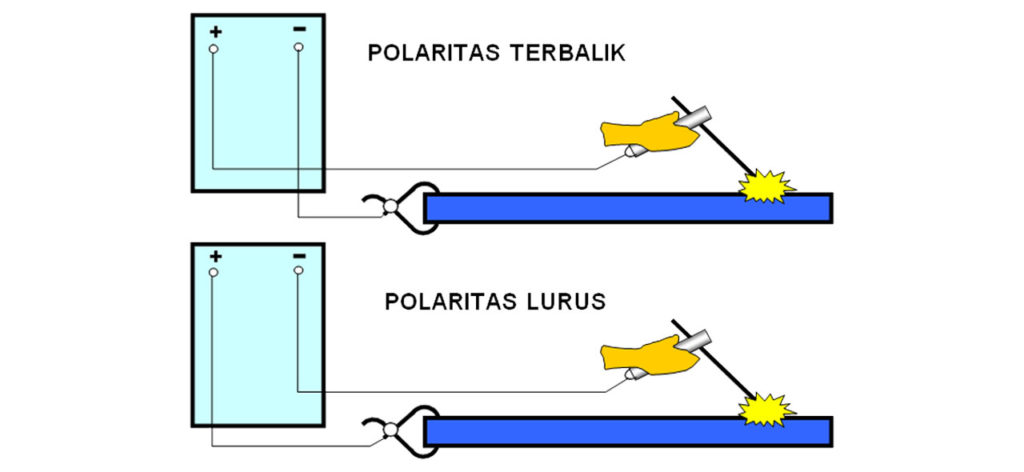
SMAW dapat menggunakan arus listik bolak balik ( AC = alternating current ) maupun arus searah ( DC = direct current ) . Jika arus bolak balik yang digunakan tidak ada kutup kutup, sebaliknya apabila arus searah yang digunakan maka digunakan kutup kutup + dan – . Kondisi ini disebut polaritas .
Terdapat dua jenis polaritas untuk pengelasan, yakni straight polarity / polaritas lurus, dimana elektroda bermuatan ( – ) dan bahan induk bermuatan (+), dan polaritas terbalik, dimana elektroda bermuatan + dan bahan induk bermuatan – .
Elektroda dibuat dengan karakter khusus, ada elektroda yang hanya menggunakan pada mesin las AC, ada yang menggunakan DC Polaritas lurus atau lazim disebut DCSP ( Direct Current Straight Polarity ) atau juga disebut DCEN (Direct Current Electrode Negative), ada yang menggunakan DC Polaritas terbalik atau DCRP (Direct Current Reverse Polarity) atau juga disebut DCEP (Direct Current Electrode Positive).
Adapun secara skematis SMAW dapat digambarkan sebagai berikut:
Mesin las dapat digerakkan oleh mesin diesel atau oleh transformer (inverter) .Pada umumnya cakupan arus mesin las antara 20 hingga 500 Amper CC.DC (constant current), dengan tegangan antara 14 hingga 40 V , CV DC (constant voltage). Pendingin mesin dapat berupa minyak atau udara.
Transformer menggunakan arus masuk bolak balik bertegangan 220,380 atau 415 Volt untuk kemudian dirubah menjadi arus searah bertegangan 14 hingga 40 V.
Sebelum digunakan mesin las harus diperiksa dengan teliti untuk meyakinkan bahwa semua poolnya dalam keadaan baik . Kemudian sewaktu digunakan harus dikalibrasi untuk mengetahui konsistensi besarnya arus dengan penunjukan yang ada pada pengendali digital dengan menggunakan tang amper pada kabel yang menghubungkan elektroda.
SMAW menggunakan electrode batang (stick electrode) yang bersalut. Untuk mengetahui sifat mekanis bahan las maka oleh AWS (American Welding Society) dibuat sistim identifikasi yang tertulis pada coating. Jika ditinjau dari kekuatan tarik bahan elektroda maka jenis jenis stick electrode ini dapat dikelompokkan menjadi:
- Kelompok E 60…….. yang berkuat tarik 60.000 psi
- Kelompok E 70…….. yang berkuat tarik 70.000 psi
- Kelompok E 80…….. yang berkuat tarik 80.000 psi
- Kelompok E 90…….. yang berkuat tarik 90.000 psi
- Kelompok E 100…… yang berkuat tarik 100.000 psi
- Kelompok E 110…… yang berkuat tarik 110.000 psi
- Kelompok E 120…… yang berkuat tarik 120.000 psi
Masing masing elektroda memiliki karakteristik khusus sesuai dengan maksud dan tujuan dibuatnya .